Engine Cylinder Head Manufacturer: Key Factors to Consider for Quality and Performance
2026-07-16
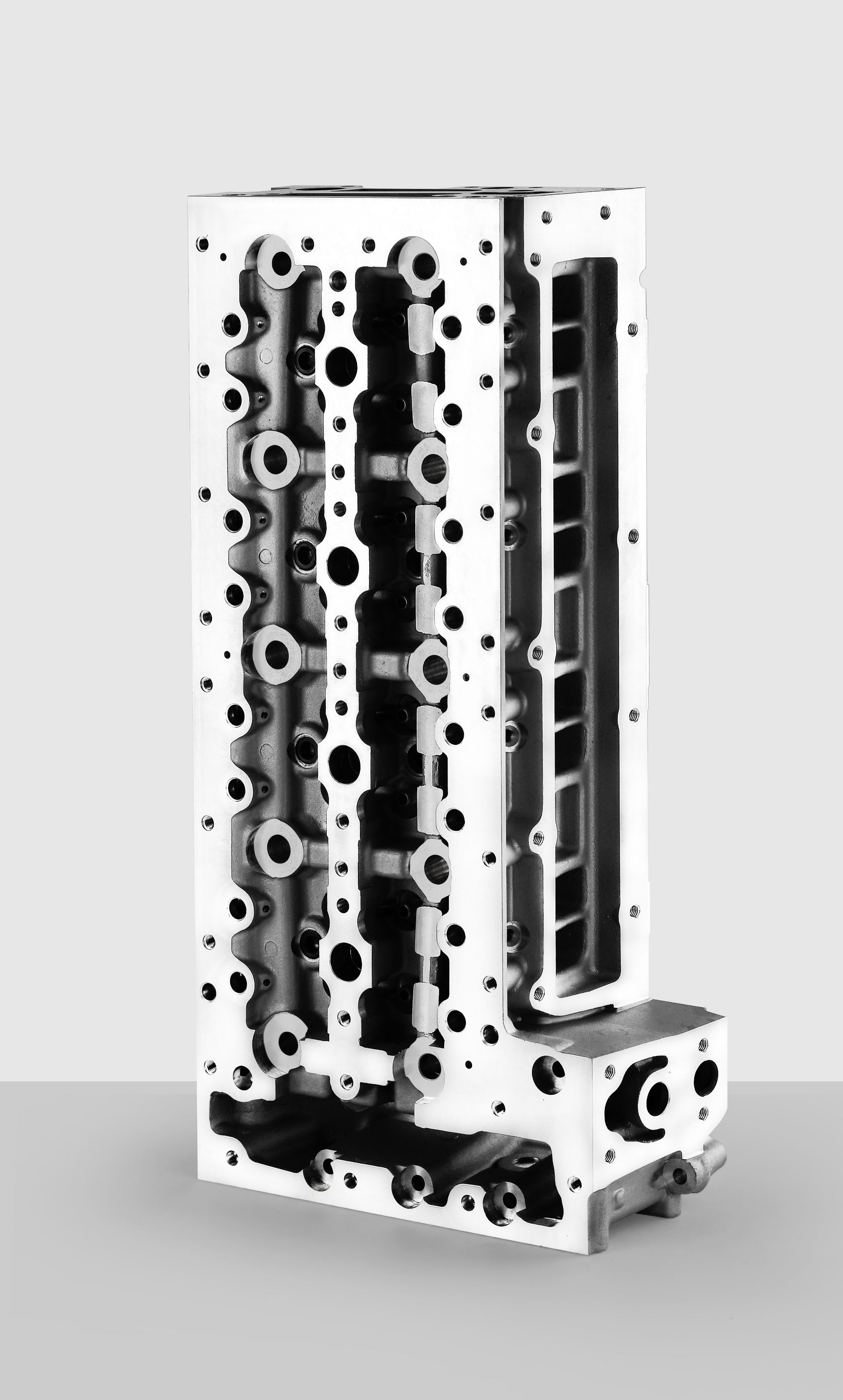
Behind every powerful engine lies a component often overlooked yet critical to performance: the cylinder head. Precision engineering here can mean the difference between smooth efficiency and costly failure. As demand for reliability rises, partnering with the right manufacturer becomes a strategic move. DDR stands at the forefront, blending decades of expertise with cutting-edge technology. But what truly separates a quality cylinder head from the rest? In this post, we uncover the key factors that drive durability and power, so you can make informed decisions without the guesswork.
Beyond the Blueprint: Real-World Expertise That Shapes Superior Cylinder Heads
The difference between a good cylinder head and a great one often comes down to decisions made far from the drafting table. While computer models can simulate flow, they rarely account for the subtle imperfections of raw castings or the specific demands of a high-heat endurance race. That’s where a hands-on specialist earns their keep—reworking port contours with die grinders, checking core shift with a practiced eye, and choosing valve seat angles that data sheets would never suggest. This isn’t guesswork; it’s intuition forged over thousands of hours of trial, error, and dusty shop floors.
Real-world testing exposes what theory often misses. A head that flows beautifully on a bench might stumble under sustained boost, revealing resonance issues or hot spots that only track miles can uncover. Experienced builders develop a feel for how material responds—whether it’s nipping a thin deck surface back from the brink of cracking or knowing just how far to push a port without sacrificing velocity. These refinements aren’t something you can pull from a manual. They come from pulling apart engines that failed, listening to a stumbling idle, and adapting on the fly.
Ultimately, superior cylinder heads carry the fingerprints of those who built them. It’s in the inconsistent swirl marks that deliberately disrupt boundary layers, the chamber softening that prevents detonation on pump gas, and the copper gasket spray applied by someone who has seen too many race days ended by a simple leak. That kind of wisdom can’t be reverse-engineered from a blueprint—it’s earned one engine at a time.
Material Choices That Withstand Extreme Heat and Pressure Cycles
Selecting materials for environments that cycle between intense heat and crushing pressure demands a deep understanding of thermal expansion, creep resistance, and microstructural stability. Alloys like Inconel 718 and Hastelloy X are frequently turned to for their ability to maintain strength at temperatures exceeding 700°C while resisting oxidation and fatigue. These nickel-based superalloys rely on carefully engineered precipitate phases that remain stable even after thousands of thermal cycles, preventing the grain growth that leads to brittle failure. Meanwhile, advanced ceramics such as silicon carbide and zirconia offer exceptional hardness and thermal shock resistance, though their inherent brittleness requires design approaches that avoid tensile stress concentrations.
For applications where weight and cost are secondary to longevity, refractory metals like molybdenum and tungsten come into play. Molybdenum retains high strength at temperatures where steel would soften, making it a staple in furnace components and rocket nozzles. However, its poor oxidation resistance at elevated temperatures mandates protective coatings or inert atmospheres. Another contender is graphite, which not only withstands extreme heat but actually gains strength at higher temperatures, making it indispensable in crucibles and heating elements. The challenge with graphite lies in its anisotropic behavior and susceptibility to erosion under high-velocity gas flows, often necessitating densification or cladding with other materials.
Beyond metals and ceramics, composite materials are pushing boundaries. Carbon-carbon composites, for instance, combine lightweight properties with remarkable thermal stability, holding their shape in conditions that would melt most metals. Their fibrous architecture dissipates stress and prevents catastrophic crack propagation, a critical advantage in pressure vessels and brake discs for extreme-duty vehicles. Another emerging solution is metal matrix composites, which embed ceramic particles like silicon carbide into aluminum or titanium alloys, creating materials that tolerate rapid temperature swings without losing structural integrity. Each choice involves trade-offs between manufacturability, cost, and performance, but the common thread is an intimate understanding of how materials behave when thermodynamics push them to their limits.
The Casting Quality Edge: How Pouring Methods Influence Airflow
Pouring metal into a mold is more than just filling a void—it's a choreography of fluid dynamics where air becomes both a silent partner and a hidden adversary. Every splash, every surge shapes how gas escapes or gets trapped, leaving fingerprints on the final component's density and surface finish. A well-controlled pour coaxes the air out ahead of the rising melt, while a careless stream whips bubbles into the mix, setting the stage for porosity that no amount of downstream finishing can truly heal.
Different methods paint strikingly different flow portraits. A simple tilt pour can generate a turbulent cascade that churns air like a crashing wave, while a bottom-feeding system coaxes the metal upward with a sense of quiet intent, letting displaced air drift out through vents. Even the geometry of the pouring basin and sprue plays a major role—sharp bends invite swirling eddies that vacuum gas into the melt, whereas smooth, tapered paths guide the stream into a calm, orderly rise.
Foundries often tinker with velocity and pressure to walk the line between filling the mold quickly—before the metal cools—and maintaining a gentle enough flow to let the air do its quiet escape. Some turn to vacuum-assisted setups or inert gas blankets, not as a crutch but as a way to edit the air out of the narrative entirely. The edge in quality comes from seeing a pour not as a brute-force step, but as a deliberate act of managing what's unseen, turning a potential flaw into a feature of the process.
When Tolerances Tell the Truth: Machining for Perfect Combustion Sealing
A combustion chamber seal doesn’t fail silently—it leaves a trail of carbon, pressure loss, or hot spots that technicians chase for hours. The truth is often buried in the mating surfaces: a deck that wasn’t flat, a head lifted microscopically on one corner, or a fire ring groove cut just a few tenths too deep. These aren’t abstract numbers. They’re the difference between a long-haul engine that breathes fire and one that bleeds compression stroke after stroke.
Shops that chase perfect sealing stop measuring for “within spec.” They inspect for parallel, for surface finish RA values that don’t just satisfy the manual but actually hold a multi-layer steel gasket under 2,500 psi of cylinder pressure. It’s one thing to hit a tolerance on a drawing. It’s another to understand that every tenth of a millimeter of deck flatness distortion multiplies across the gasket’s bead height, and that a surface too smooth can be just as dangerous as one too rough—lacking the bite to keep the gasket from squirming under load.
The milling machine or grinder becomes a truth-teller only when the machinist reads the clues: a heat-stained gasket that tells a story of uneven clamping, a bore chamfer that looks consistent but varies by 0.03 mm, a deck that measures flat on the bench but warps when torqued to the block. Perfect combustion sealing isn’t about a single perfect cut. It’s about understanding how tolerances stack up in three dimensions, how finishes interact with coating technologies, and how thermal expansion reshapes everything the moment the engine lights. The metal doesn’t lie—if you know how to listen.
Stress-Tested to Failure: The Validation Process Behind Reliable Heads
Getting a head to perform consistently under real-world conditions isn’t something you leave to chance. We push every design past its breaking point to understand exactly where the limits lie. It starts with simulations that mirror years of use in weeks, applying thermal cycling, pressure spikes, and flow anomalies that only the harshest environments would produce. The goal isn’t just to meet a spec—it’s to see the failure mode long before production, so we know what to reinforce and what to refine.
Physical prototypes then face a gauntlet of abuse that few products ever see. We subject them to extended dry-running, deliberate misalignments, and corrosive media flows far beyond rated parameters. One test, known internally as the “run-dry marathon,” forces the head to operate without lubrication until it seizes—not to prove it survives, but to measure how long it lasts and how it expires. That data feeds back into material selection and geometric tweaks you’d never spot from a perfect-condition bench test.
By the time a head design clears validation, it’s been deliberately broken in a dozen different ways, with each fracture line and worn surface studied under microscopes. This culture of over-stressing doesn’t build fragile artifacts; it builds a knowledge bank that makes every subsequent generation more robust. The result is a component that rarely surprises in the field—not because it’s overbuilt, but because we’ve already met its failure points and engineered around them with precision.
More Than a Supplier: Collaborative Design for Custom Engine Builds
When you approach us with a vision for a custom engine, the first thing we do is listen—not just to specs, but to the story behind the build. Whether it’s a resto-mod that needs to balance period-correct aesthetics with modern reliability, or a race motor destined for the ragged edge, we don’t simply hand over a catalog and wait for picks. Instead, we roll up our sleeves alongside your team, brainstorming bore/stroke combinations, cam profiles, and forced induction strategies that align with your actual driving scenario, not some hypothetical dyno queen fantasy. This back-and-forth isn’t a sales tactic; it’s the only way we know how to turn good ideas into engines that feel alive.
The collaborative design process digs deep into the details most shops overlook. We talk about transient throttle response on a road course—how the motor behaves mid-corner when you’re feathering the gas—or the thermal management headaches of sustained high-speed desert runs. These conversations shape everything from squish zones to oil pan architecture. And because we machine most components in-house, the feedback loop is short: a cam grind tweak suggested on Tuesday can be tested on Friday. You’re not just a customer approving a build sheet; you’re part of the R&D loop, refining the concept until it matches the mental image you’ve been chasing.
Of course, none of this works without a shared language that goes beyond engineering jargon. We’ve spent decades learning to translate a driver’s vague sentiment—“it needs to feel more urgent out of slow corners”—into specific changes like altered intake runner lengths or compression adjustments. That synergy is what turns a transactional relationship into a partnership. The end result isn’t just a bespoke powerplant; it’s a mechanical expression of your ideas, refined through thousands of hours of collective expertise. When the engine fires for the first time and we hear it idle through the custom exhaust, both sides know the effort wasn’t about delivering a product—it was about building a solution that neither party could have achieved alone.
FAQ
The cylinder head sits atop the engine block, sealing the combustion chamber and housing the valves, spark plugs, and intake/exhaust ports. Its design directly influences airflow, fuel atomization, and heat dissipation—factors that dictate horsepower, torque, and efficiency. A poorly manufactured head can lead to compression loss, overheating, or uneven combustion, so precision in casting and machining is non-negotiable.
Material affects durability and thermal behavior. Cast iron offers excellent wear resistance and heat retention, often used in heavy-duty diesel applications. Aluminum alloys, on the other hand, are lighter and dissipate heat faster, which helps prevent detonation in high-performance gasoline engines. Some manufacturers use advanced alloys or composite materials to balance strength and weight. You'll want to match the material to your engine's specific demands—towing, racing, or daily driving.
Look beyond marketing claims. Ask about their testing protocols: Do they pressure-test every head for leaks? Are critical dimensions verified with coordinate measuring machines (CMM)? Inquire about certifications like ISO/TS 16949, which indicate automotive-specific quality management. Reputable shops will willingly share batch inspection data or offer a tour. Also check for valve seat concentricity checks and port flow bench tests—these details separate precision from guesswork.
Port shape and surface finish dictate how air and fuel move into the cylinder. A smooth, well-shaped port with optimized cross-sectional area improves volumetric efficiency, leading to better throttle response and power. However, some manufacturers over-polish, which can cause fuel to puddle instead of staying atomized. The best heads balance flow volume and velocity, often using computational fluid dynamics (CFD) during development to refine the port profile for a specific RPM range.
It depends on your skill level and the resources you have. A fully assembled head comes with valves, springs, seals, and retainers already installed and often pre-adjusted. This saves time and reduces the risk of incorrect assembly. If you're a builder who wants to choose custom components—like oversized valves or high-lift springs—a bare casting gives you that freedom. Just ensure the manufacturer provides detailed specs so your components match precisely.
OEM heads usually come with a straightforward warranty and are designed to meet original specifications, which can be limiting if you want performance gains. Aftermarket manufacturers often offer enhanced designs, but warranty terms vary widely. Some provide limited-time coverage against defects but won't cover failures from improper tuning or installation. The best aftermarket companies have knowledgeable tech support that can guide you through selection and setup, whereas with OEMs you might just get a parts counter clerk. Always read the fine print and check forums for real-world experiences before committing.
Conclusion
Picking a cylinder head manufacturer is about more than just ticking boxes on a datasheet. Decades of real-world pattern recognition teach an experienced team where to reinforce a bridge or open a water jacket—details that never make it into a CAD file but keep combustion chambers alive under abuse. Material choices become the next filter: the alloy has to laugh off hundreds of heat cycles without creeping, and the casting process itself dictates whether the port walls are glass-smooth or sand-roughened. Pouring speed, mold design, and solidification control work together to either choke or unlock airflow potential, so a foundry's methodology directly shapes the engine's breathability.
After casting, machining tolerances are where the real sealing game is won. A head that sits perfectly flat under bolted load keeps gaskets happy and compression where it belongs. But quality doesn't stop at the coordinate measuring machine; serious validation means running samples through abuse cycles far beyond normal duty—heat soaking, thermal shock, and holding peak cylinder pressure until something yields. The best manufacturers treat every project as a collaboration, not a transaction. They tune chamber volumes, port profiles, and coolant routing to your exact engine combination, essentially becoming an extension of the engine builder's own bench.
Contact Us
Contact Person: Shelly
Email: [email protected]
Tel/WhatsApp: 8613967667688
Website: https://www.yongyu.com/